Biodiesel / Biofuels / Renewable Energy

Alternative Fuels and Biodiesel: The use of alternative fuels and recovery of waste vegetable oils and animal fats for bio diesel production is becoming increasingly popular. In tern the production of bio-ethanol and bio-diesels utilizing a wide variety of feed stocks and processes continues to expand. The traditional source of material for bio diesel production has been fresh vegetable oil extracted from plant seeds. However, used edible fats, oils and animal fats are also used. In Northern Europe mainly rapeseed oil is processed. In the USA, it is mainly soya bean oil, while in tropical countries palm oil is the main source of the raw material. This is partly due to rising crude oil prices in the world markets, the development of technologies allowing the generation of new fuels from renewable raw material sources, and the considerable efforts taken by national and international governments and policy makers with regard to climate change protection.
Making use of advanced Hiller DecaPress and DecaOil decanter centrifuge technology for bio diesel production and other renewable sources of energy include these typical applications:
- Clarification of new and used oils as raw materials for the production of bio diesel
- Separation of glycerin, fatty acids and salts during the glycerin treatment process
- Separation of methanol and washed salts from glycerin treatment
- Yeast separation during the production of bio ethanol
- Dewatering of fermentation mash after the distillation process
- Dewatering of fermented substrates from biogas production
- Solids removal from screw press filtrates during the pressing of seeds


Specially equipped Hiller decanter centrifuges for glycerin separation from biodiesel
-
3-phase separation for FFA recovery in glycerine processing after trans-esterification:
- Extremely sticky solids
- Explosive atmosphere
- Corrosive
- Free fatty acid FFA recovery after trans-esterification
- Development specifically for specialized process owned by AT Agrartechnik (process also licensed to Uhde and BASF)
- Several years of Hiller decanter development & optimization
- Decanter features include:
- Adjustable centripetal pump for light phase
- Inert gas flushing of housing and seals for explosion protection
- Tailor-made scroll and bowl design
- Also use-able for 2-phase separation of potassium sulphate after washing with methanol
Biodiesel production with glycerine processing in biodiesel refineries featuring specially equipped Hiller decanter centrifuges for (free fatty acid) FFA recovery and salt washing applications
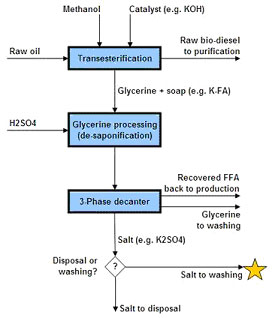
Salt washing
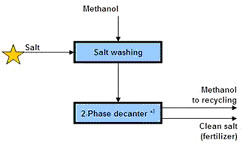
Note: The Hiller 3-phase decanter designed for this process can also be used for this application. This provides the flexibility to save salt disposal costs or boost FFA recovery
DecaPress and DecaOil Decanter Centrifuge and process technology features:
- Large diameter/length ratio of 1:4,2 and greater in some model size machines
- Centrifugal acceleration forces of 3,000 – 5,200 x “G” depending on bowl diameter
- Available in either 2-phase or 3-phase design for the separation of the solids phase from one or two liquid phases during a single processing step
- Flexible processing options by utilizing a 3-phase machine for 2-phase processing when required
- 3-phase machines feature the option of adjustable “dip-tube” design or externally adjustable “centripetal pump” for light oil phase discharge
- Explosion proof designs according to requirements; e.g. nitrogen purged machines
- Corrosion resistant materials, individually selected for the process
- Minimal operator attendance required
- Fully automated operation with our proprietary HILLER HMR 5000 and BMR 6000 touch screen centrifuge control system
- Modern scroll back-drive systems including DecaTorque hydraulic and / or DecaDrive electrical regenerative system
- Scroll drive systems highest possible torques with the fastest possible reaction times
- In-house development and manufacturing of hydraulic components for scroll drive systems
- Various scroll and bowl wear protection systems for long service life
- Dynamically optimized fluid design of feed and discharge zones
- Customized designs available to meet individual process / sludge requirements
- Highest cake dryness minimizes drying costs
- Simple and service-friendly design with 24 hour factory service support
- Low specific power consumption per unit product processed
- All product contact parts available in stainless steel or high tensile strength carbon steel The space-saving concept of the solid bowl centrifuge together with optimal process results exceeds the high demands of the wastewater treatment industry